
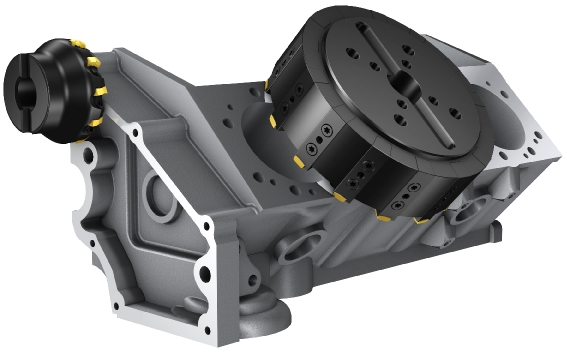
فرزکاری چدن
چدن می تواند مطابق گروه بندی مالیبل، خاکستری، گره دار، کامپکت گرافیتی و چدن آزتمپر طبقه بندی شود.
چدن خاکستری
راهنماهای کاربرد چدن
چدن گره دار
چدن کامپکت گرافیتی (CGI)
چدن شکننده آزتمپر (ADI)



چدن خاکستری
گروه متریال K2.x
نکات مهم
- سایش اساسی و در فرزکاری چدن خاکستری، سایش جانبی (flank wear) و ترک های گرمایی می باشد.
- در قطعه کار، ایجاد براده در هنگام خروج ابزار برشی از قطعه کار و صافی سطح مهم ترین مسائل می باشند.

خوردگی معمول اینسرت

لب پر شدن اینسرت
راهنمای کاربرد
خشن کاری
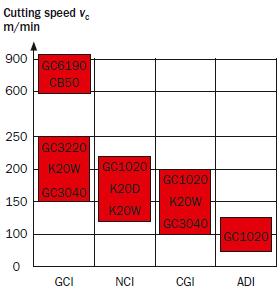
- پیشنهاد می شود که ماشینکاری به صورت خشک و بدون مایع روانکار انجام گیرد تا مسائل مرتبط با ترک های حرارتی به حداقل برسد. از اینسرت های کارباید با پوشش ضخیم استفاده کنید. GC3040 اولین انتخال و GC3220 یک الترناتیو برای سرعت های بالا می باشد.
- اگر ایجاد براده در قطعه یک مساله می باشد:
- سایش جانبی قطعه را چک کنید
- پیشروی (fz) را کم کنید تا ضخامت براده کم شود.
- از اینسرت با هندسه مثبت استفاده کنید.
- اگر مایع خنک کاری قرار است که استفاده شود، از اینسرت با گرید فرزکاری مرتبط استفاده شود. K20W انتخاب اولیه و K15W و GC3040 گریدهای بعدی می باشند.
- کاربایدهای پوشش دهی شده همواره انتخاب اول می باشد اما سرامیک ها (CC6190) نیز می تواند مورد استفاده قرار گیرد. توجه کنید که سرعت برشی (Vc) باید بسیار بالا باشد (بالاتر از 800 m/min). تشکیل براده در قطعه کار سرعت برشی را محدود می کند. در این مواقع مایع برش نباید استفاده شود.
ماشینکاری فینیش
- از اینسرت های کارباید با پوشش نازک یا اینسرت های بدون کارباید مانند GC3220 در حالت خشک و K15W در شرایط با مایع برشکاری استفاده شود.
- اینسرت CBN (CB50) می تواند برای فینیشینگ در سرعت های بالا در چدن خاکستری مورد استفاده قرار گیرد. مایع خنک کننده نباید استفاده شود.
چدن گره دار
گروه متریال K3.x
چدن گره دار فریک و فریک/پریلیتیک
قابلیت ماشینکاری چدن فریک گره دار بسیار شبیه به فولادهای با آلیاژ پایین می باشد. در نتیجه توصیه های فرزکاری که برای متریالهای ISO P مورد استفاده قرار گرفت با در نظر گرفتن ابزار، هندسه اینسرت و گریدهای آن باید استفاده شود. اولویت اول GC1020 می باشد.
چدن گره دار پریلیتیک
این چدن خورنده تر است و گرید ISO K برای آن توصیه می شود.
چدن کامپکت گرافیتی (CGI)
گروه متریال K4.x
محتویات پریلیتیک کمتر از 90%
این مدل از CGI که محتویات پریلیتیک آن معمولا حول و حوش 80% می باشدريال معمول ترین نوعی است که فرزکاری می شود. اجزا معمول عبارتند از بلوک موتور، سر سیلندر و مانیفولد اگزوز
پیشنهاد های ابزار برشی مانند چدن خاکستری می باشد؛ اگرچه تیزتر، اینسرت با هندسه مثبت تر باید انتخاب شود. برای مثال اینسرتهای –KX و –KL برای ابزارهای AUTO-R که موجب کاهش تشکیل براده در قطعه می شود.
اولین اولویت گرید GC1020 می باشد.
GC1020 انتخاب اولیه برای هر دو حالت ماشینکاری با مایع و یا خشک می باشد. حالت الترناتیو برای شرایط خشک K20d و برای حالت با مایع K20W می باشد.
فرزکاری مارپیچی یک روش بسیار مناسب برای بورینگ سیلندر می باشد.
چدن داکتیل آزتمپر (ADI)
گروه متریال K5.x
خشن کاری معمولا در شرایط غیر سخت کاری اجرا می شود و می تواند با فرزکاری فولاد با آلیاژ بالا مقایسه شود.
عملیات فینیش اگرچه روی متریالی انجام می شود که تا حدودی سخت کاری شده است که بسیار خورنده نیز می باشد؛ این عملیات می تواند با فرزکاری فولادهای سخت، ISO H، مقایسه شود. گریدهای با مقاومت در برابر خوردگی توصیه می شود. GC1020 انتخال اولیه برای هر دو حالت ماشینکاری با مایع و یا خشک می باشد گرید مکمل برای ADIهای سخت تر GC1010 می باشد.
در مقایسه با NCI، عمر ابزار در ADI جدود 40% کمتر می باشد و نیروهای برشی حدود 40% بیشتر.



