
ماشین کاری خشک یا با مایع خنک کننده؟
فرایند فرزکاری یک فرایند متناوب به حساب می آید. این موضوع باعث می شود که دمای ایجاد شده در لبه برشی ابزار بین بازه های متفاوت دمایی نوسان کند.

تاثیر مایع برشکاری
- تغییرات دما هنگامی که لبه برشی در قطعه کار داخل و خارج می شود، تشدید می شود.
- لبه برشی همچنین در معرض شوک های حرارتی و تنش های سیکلی قرار گیرد که منجر به خراب شدن لبه و در بدترین حالت می تواند منجر به از بین رفتن کامل نوک ابزار شود.
- هرچه ناحیه برشی داغتر باشد، استفاده از مایع خنک کننده نامناسب تر می باشد. در فرایند های فینیش کاری، استفاده از مایع خنک کننده عمر ابزار را به اندازه فرایند خشن کاری کاهش نمی دهد، که علت آن کاهش مرحله تولید گرما می باشد.
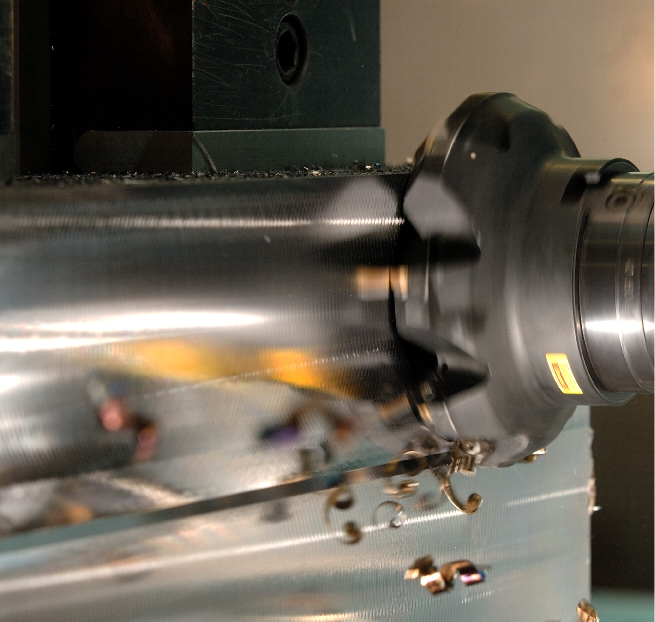

فرزکاری خشک، طول عمر ابزار را افزایش می دهد
- در فرزکاری خشک، تغییرات دما اتفاق می افتد، اما این تغییرات در محدوده گرید کارباید باقی می ماند.
- عملیات خشن کاری همیشه باید به صورت خشک فرزکاری شود.
انتظارات، هنگامی که مایع خنک کننده توجیه پذیر باشد.
- فرایند فینیش استنلس استیل و آلومینیم:
برای جلوگیری از لکه دار شدن سطج توسط تکه های براده - فرزکاری آلیاژهای مقاومت در برار گرما در سرعت های برشی پایین:
برای روانکاری و خنک کردن قطعه کار - فرزکاری در چدن:
برای فرونشاندن و از بین بردن گرد و غبار ناشی از ماشینکاری و همچنین کیفیت بهتر سطح - فرزکاری دیواره های نازک قطعات:
برای جلوگیری از اغتشاشات محیطی - سیستم های با روانکاری میکرو، برای مثال هوای فشرده و ذره های ریز روغن مخصوص می تواند به خالی کردن براده در حفره های عمیق کمک کند.

در سیستم های با روانکاری میکرو، مقدار "غبار روغن" تنها چند میلی لیتر در ساعت است و این بوسیله سیستم مخصوص تخلیه می شود.

اگر فرزکاری باید با مایع روانکار انجام شود، مایع خنک کننده باید به مقدار فراوان استفاده شود.



