فرزکاری آلومینیم
در اینجا به فرزکاری آلومینیم زیر 13% سیلیس می پردازیم و نکاتی را که در رابطه با فرزکاری آلومینیم اهمیت دارد را بررسی می کنیم.

فرزکاری آلومینیم به طور عمده ای به میزان سیلیس موجود در آلومینیم بستگی دارد. با توجه به اینکه آلیاژهای زیر 13% سیلیس بسیار پرکاربردتر هستند، در اینجا به بررسی این دسته از آلومینیم ها می پردازیم.
در استاندارد ISO گروه N نه تنها شامل آلومینیم کی شود بلکه شامل منیزیم، مس و روی نیز می باشد.
آلومینیم با Si زیر 13%
طبقه بندی متریال: N1.1-3
- مهمترین دلیل خوردگی در این گروه از متریال ایجاد لبه براده انباشته می باشد که در نهایت منجر به کیفیت سطح نامناسب می باشد.
- در آلومینیم هایی که به روش ماسه ریخته گری می شوند معمولا ایجاد مشکل می کند.
- تشکیل براده مناسب و خالی شدن براده برای جلوگیری از زخمی شدن قطعه کار مهم می باشد.
ابزارهای برشی مناسب
اغلب ابزارهای CoroMill شرکت سندویک در صورتی که یک اینسرت مناسب برای آن انتخاب شود قابلیت ماشینکاری این دسته از آلومینیم ها را دارد. هنچنین بهتر است که از ابزاری استفاده شود که دارای زاویه مثبت و لبه های تیز باشد.
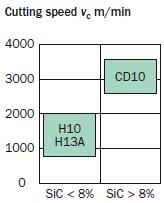
- از اینسرت های کارباید بدون پوشش (H13A, H10A) هنگامی که سیلیس زیر 8% می باشد استفاده نمایید.
- هنگامی که سیلیس بالای 8% می باشد از اینسرت های PCD (CD10) بسیار مقرون به صرفه تر می باشد.


نکات مهم کاربردی
-
برخلاف بیشتر کاربردها، مایع روانکار در هنگام فرزکاری آلومینیم برای جلوگیری از چسبندگی و ایجاد لبه انباشته و بهبود کیفیت سطح استفاده می شود.
-
سرعت برشی بالاتر عموما کارایی را افزایش می دهد و روی عمر ابزار اثر منفی ندارد.
-
مقدار hex مابین 1-0.2 mm توصیه می شود. مقادیر کمتر از این می تواند موجب آسیب به نوک اینسرت شود.
نکته: مواظب باشید که از حداکثر rpm ابزار برشی تجاوز نکنید.
- عمر ابزار همیشه بوسیله تشکیل براده یا صافی سطح اجزا محدود می شود. انتخاب سایش اینسرت به عنوان معیاری برای عمر ابزار انتخاب مشکلی می باشد.