
برنامه نویسی
خط مرکزی یا پیشروی محیطی
یک دستگاه هم برای پیشروی خط مرکزی (Vf) طراحی شده است(بدون جبران شعاع) یا پیشروی محیطی (Vfm) (با جبران شعاع)
 یا پیشروی محیطی (Vfm).")
اگر ماشین به پیشروی خط مرکزی نیاز داشت و پیشروی محیطی به جای آن استفاده می شد(در ماشین های بدون جبران شعاع)، مقدار fz بسیار بالا می شود که البته با ریسک شکستن ابزار همراه می باشد.
برنامه نویسی خط مرکزی با پیشروی


برنامه NC که توسط دستگاه تولید می شود مطابق مرکز ابزار ماشینکاری می کند و نه محیط ابزار.
برای ماشینکاری خطی (G1) پیشروی در دیواره قطعه (Vfm) مساوی پیشروی برنامه نویسی شده (Vf) است، در حالی که پیشروی محیطی حول یک شعاع (G2) بیشتر از پیشروی مرکز ابزار می باشد. در نتیجه پیشروی (Vf) برای ثابت ماندن مقدار پیشروی به ازای هر دندانه (fz) باید کاهش یابد.
فاکتور کاهش که در جدول پیدا می شود، بستگی به مقادیر زیر دارد:
- قطر برش به شعاع قطعه: Dc/radm
- شعاع قوطه وری ae/Dc
کاهش پیشروی خط مرکزی
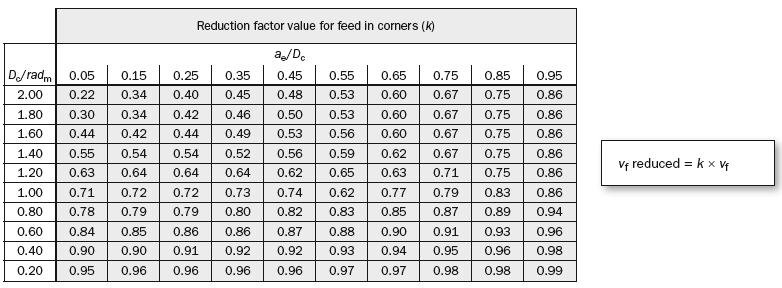
کاهش پیشروی پیش از رسیدن به گوشه ها
کاهش پیشروی قبل از رسیدن به گوشه ها به خصوص هنگام فرزکاری در سرعت های بالا مهم است.
هنگامی که ابزار برشی به صورت مستقیم به انتهای کار به دستور G1 حرکت می کند، شعاع درگیری شروع به افزایش می کند. در نتیجه پیشروی باید قبل از رسیدن به گوشه های کاهش یابد، که یعنی در محدوده رنج ln که 50%×Dc می باشد.
امروزه کنترل دستگاهها قابلیت این را دارند که تغییرات در نرخ پیشروی ها را خود به خود مدیریت می کنند.




