
فرزکاری فولاد
قابلیت ماشینکاری فولاد بسته به المان های آلیاژی، عملیات حرارتی و پروسه ساخت آن (فورج، ریخته گری و ...) متفاوت می باشد.

مسئله اصلی
- در فولادهای نرم که کربن پایین دارند، لبه انباشته و تشکیل براده در قطعه کار مهم ترین مسئله می باشد.
- در فولادهای سخت تر، موقعیت ابزار برشی با اهمیت تر می باشد تا از ایجاد براده ای که موجب از بین رفتن لبه برشی می شود، جلوگیری کند.
اینسرت ها و ابزارهای مناسب
- در مجموعه ابزارهای برشی sandvik، بیشتر ابزارهای CoroMill برای ماشینکاری فولاد مناسب هستند که رنج وسیعی از اینسرت ها با گرید ها و هندسه های مختلف را ساپورت می کند.
- توجه داشته باشید که CoroMill Century (با بدنه فولادی) و CoroMill 790 اساسا برای آلومینیم توسعه داده شده اند که برای ماشینکاری فینیش فولاد بسیار مناسب می باشند.
- تنها ابزارهایی که برای فولاد مناسب نمی باشند، آنهایی هستند که مخصوص ماشینکاری چدن خاکستری بوجود آمده اند.
- اینسرت ها با هندسه PL, PM, PH and WL, WM, WH
- سری GC4200 اینسرت های با گرید MT-CVD انتخاب اول می باشند. اگرچه برای ابزارهای با قطر کوچک، مثلا قطر کوچکتر از D 32mm و برای پیشانی تراشی و مواقعی که می باشد، گرید GC1030 انتخاب اول می باشد.
- در فولادهای سخت تر از گرید GC1030 و GC1010 استفاده نمایید.
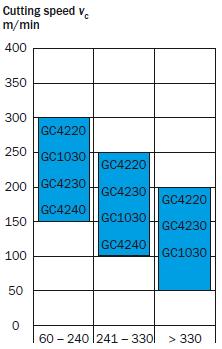
سرعت برشی و گرید توصیه شده در سختی های مختلف
نکات کاربردی
توصیه هایی مانند اینکه موقعیت ابزار برشی برای جلوگیری از ایجاد براده با ضخامت کلفت در هنگام خروج و همچنین عدم استفاده از مایع خنک کننده باید در نظر گرفته شود، خصوصا هنگام عملیات خشن کاری.






