
شعاع نوک اینسرت
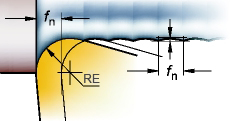
شعاع نوک (RE) در اینسرت یک فاکتور کلیدی در فرایند تراشکاری می باشد.
انتخاب شعاع نوک به موارد زیر بستگی دارد:
- عمق برش (ap)
- پیشروی (fn)
و بر روی موارد زیر تاثیرگذار می باشد: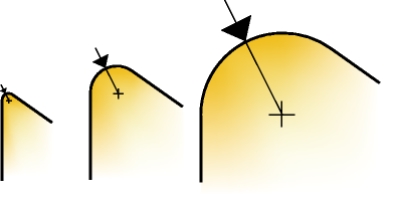
- صافی سطح
- شکستن براده
- استحکام اینسرت
نیروهای شعاعی که اینسرت را از سطح برش دور می کند با افزایش عمق برش به سمت محوری شدن پیش می روند. حالت ایده آل این است که نیروهای محوری بیش از نیروهای شعاعی باشد؛ که تاثیر منفی روی عمل برش دارند مثل افزایش تمایل به ارتعاش و کیفیت سطح بد با نیروهای شعاعی بالا.
شعاع نوک کوچک
- مناسب برای عمق برش کم
- کاهش ارتعاشات
- کم بودن استحکام ابزار
شعاع نوک بزرگ
- نسبت های زیاد پیشروی
- عمق های برش زیاد
- لبه قوی
- افزایش نیروهای شعاعی
 شعاع نوک همچنین روی تشکیل براده نیز تاثیرگذار است. عموما شکستن براده با کم شدن شعاع نوک بهبود پیدا می کند.
شعاع نوک همچنین روی تشکیل براده نیز تاثیرگذار است. عموما شکستن براده با کم شدن شعاع نوک بهبود پیدا می کند.
به عنوان یک قانون کلی عمق برش باید بزرگتر مساوی 3/2 شعاع نوک باشد. یا 2/1 شعاع نوک در جهت پیشروی.
برای اطلاعات بیشتر به قسمت Choice of application مراجعه شود.



